ABOUT
GLULAM集成材とは
SCROLL DOWN
FEATURE木よりも強い木「集成材」とは
-
POINT 01
狂いが少ない

-
POINT 02
軽くて丈夫

-
POINT 03
火にも強い

- POINT 01狂いが少ない
- 建造物にとって、木材の反りや歪みは大敵です。それらの多くは木の水分が原因で起こります。集成材は、通常50~200%ある水分を15%以下にまで乾燥させた板状の木材を、貼り合わせて作ります。そのため高い寸法精度と強度を保てます。狂いの少ない安定した集成材が建造物をしっかりと支えます。
- POINT 02軽くて丈夫
- 建設現場は重さとの勝負。軽量で強い建築材料は多くのメリットをもたらします。主要な建材の強度を同じ重量で比較すると、木材(スギ)は鉄の4倍、コンクリートの5倍の強さがあります。木材は軽くても強いのです。集成材を利用し建物全体の重量が大幅に軽量化できると、基礎も小さくなり工事負担が減り、工期や工費のダウンにもつながります。
- POINT 03火にも強い
- 一般的に木材は燃えます。しかし、たとえ燃えても鉄やアルミニウムよりも強度低下が遅いことが燃焼実験でわかっています。木材の断面が大きくなると焦げた表面に炭化層ができ、酸素の供給が断たれます。するとそれ以上は燃えにくくなり、1000度以上になっても必要な強度が保たれるのです。建築基準法令でも、集成材の耐火性能は認められています。

FLOW集成材ができるまで
-
乾かす01/ 07
板状の木材(ラミナ)の厚み・幅・長さ、そして「含水率」を確認します。木は通常50〜200%の水分を含んでいます。これを15%以下にまで乾燥させることが、狂いのない良い集成材をつくる第一歩です。はじめに1〜2ヶ月かけて屋外で「天然乾燥」を行い、水分量のムラをなくしながら含水率40%以下を目指します。次に、ラミナを巨大な乾燥室へ移し「人工乾燥」を行います。歪みなく均一に乾燥させるには、乾かす技術が必要です。一度80〜90度の蒸気で蒸らし、1週間から10日ほどかけて湿度と温度をコントロール。数トンの重量をかけて歪みを抑制し、理想的なラミナを作るのです。
-

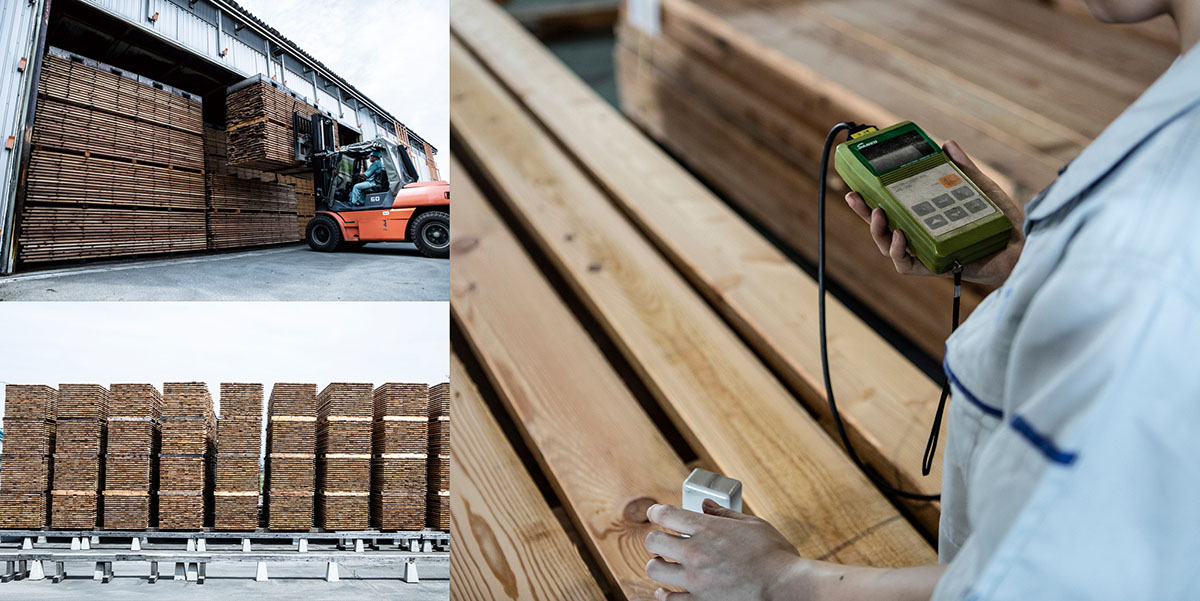
選り分け整える02/ 07
乾燥を終えたラミナがすべて集成材に使えるとは限りません。目視で欠点がないかをチェックし、水分センサーで含水率が15%以下になっているかどうか1本ずつ計ります。次に、高速モルダーという機械で、ラミナの上下左右の表面を削る「予備切削(よびせっさく)」を行います。そして再び含水率をチェックしたら、グレーディングマシンを使って強度を計測。ラミナを強度ごとに色分けします。さらに、欠点があるラミナは、クロスカットと呼ばれる作業で除去します。不要な部分をカットして、木材を無駄なく活かします。
-

つなげる03/ 07
「フィンガージョイント」と呼ばれる技術で、短いラミナを自由な長さに細長くつなぎ合わせていきます。ラミナの端にカッターで切り込みを入れた後、接着剤を塗布し、圧力をかけて強力に接着します。指と指とががっちりと組み合うように、ラミナがつながります。欠点が除去されたラミナを縦継ぐことで、より強く、良質で、長いラミナができるのです。
-

整える04/ 07
ラミナを貼り合わせる前に、「切削加工(せっさくかこう)」と呼ばれる加工で、ラミナの上下左右の表面を、削って整えます。ラミナは集成材になる過程で、多くがオモテとウラの両方が貼り合わされ、外からは見えなくなってしまいます。そのため、この段階で欠点がないか、確認が重要です。この工程が集成材の仕上がりの良し悪しを左右するといっても過言ではありません。
-

貼り合わせる05/ 07
いよいよラミナを貼り合わせます。接着する前のラミナの寸法と強度を確認し、ラミナの配置を決めるプログラムの設定をします。集成材は強度によってラミナの配置が決まっているため、順番や枚数が重要になります。ラミナに接着剤を均一に塗布し、プレス機にかけて貼り合わせます。貼り合わせた後は硬化するまで養生し、次の工程に進みます。
-

仕上げる06/ 07
貼り合わせた集成材を切削し、規定の寸法に仕上げます。規定の寸法に切削するため、0.1㎜単位で削り代の調整を行います。削り代や押さえの調整が悪いと、寸法の不具合や削り残しなどが起こり、製品の品質に大きくかかわってきます。仕上げは製造の最終工程であるため、1本1本目視で検品し、補修を行っています。規格外の製品はラインの外に排出します。
-

送り出す07/ 07
ティンバラムの集成材として完成した製品は、Lot番号が印字され、JAS認証シールが貼られます。そして、お客様のもとへ送り出します。

確かめる
JAS認証工場であるティンバラムでは、日本農林規格の検査方法に則り、品質管理検査を行っています。
ひき板の検査では、約400~1,000㎏の負荷をかけて、木材を破壊する「曲げ強度試験」。製品検査では沸騰したお湯に4時間つけた後、冷水に1時間つけ、さらに70℃で乾燥させるという過酷な環境を経て接着部分の変化を確かめる「煮沸剥離試験」を行います。また、集成材の要となる接着剤の試験も毎日欠かすことはありません。
数多くの樹種に対応でき、多彩なプレスが可能なティンバラムでは、多種多様な集成材が日々作られます。樹種や組み合わせなど集成材のレシピは違っていても、完成度の高さは変わらない。ティンバラム品質は確かめる技術の賜物です。